 |
PA6 GF35 ile NPT iplik standart boru plastik kalıp enjeksiyon Hammadde
Ürün ayrıntıları:
| Menşe yeri: | Çin |
| Marka adı: | FORWA |
| Sertifika: | ISO9001:2008 ISO14001:2004 |
| Model numarası: | F16123 |
Ödeme & teslimat koşulları:
| Min sipariş miktarı: | 1set |
|---|---|
| Fiyat: | negotiable |
| Ambalaj bilgileri: | Kalıp: ahşap kutu ile paketlenmiş, Plastik parçalar: kutu |
| Teslim süresi: | 35 gün T1 |
| Ödeme koşulları: | T/T |
| Yetenek temini: | 50sets aylık |
|
Detay Bilgi |
|||
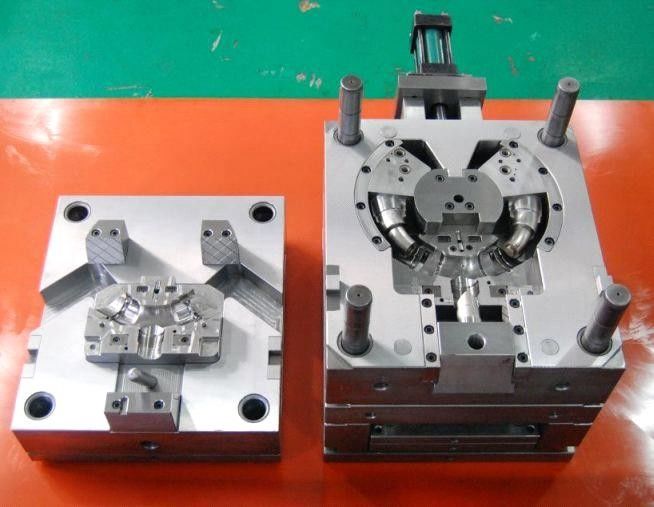
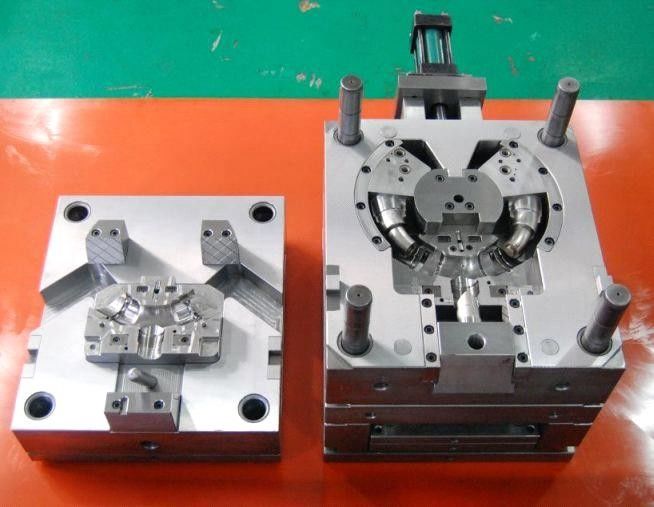
| Ürün adı: | Plastik enjeksiyon kalıp | Türü: | hidrolik silindir ile sökme |
|---|---|---|---|
| Kavite: | 1 * 1 | Çekirdek / Boşluk malzemesi: | 1.2343 / 1.2311 / SKD61, S136, P20, H13,738H ... |
| Yüzey kaplama: | VDI3400 27 | Runner Sistemi: | Sıcak runner |
| Standart: | HASCO | Hammadde: | PA6 GF35 |
| Vurgulamak: | enjeksiyon döküm alt kesimleri,enjeksiyon döküm iç dişliler |
||
Ürün Açıklaması
NPT iplik standart boru diş enjeksiyon kalıplama ipliği türleri
Özellikler:
FORWA Hassas Plastik Kalıp Co Ltd tedarik bir ISO 9001: 2008 sertifikalı plastik enjeksiyon kalıpları şirketidir
plastik enjeksiyon kalıpları
plastik enjeksiyon kalıpları tasarımı
plastik enjeksiyon kalıpları yüksek kalitede imalat, plastik enjeksiyon kalıpları ... Viewmold plastik enjeksiyon kalıplarından beklediğiniz kaliteyi ve hızı size sunmaktan gurur duyuyoruz. Seçiminiz için tedarikçi olacağımıza inanıyoruz. Sadece Viewmold'a bir e-posta verin veya çevrimiçi bir teklif gönderin. Teklif uzmanları ekibimiz en duyarlı ve en çok çalışan kişilerdir.
Boru Diş Çeşitleri ve Tanımlamaları
Genel Bakış: Sabitleme ve hidrolik sistemler için farklı tipte vida dişleri geliştirilmiştir. Hidrolik sistemlerde plastikten metale, konik / paralel dişli bağlantılar bulunur. Farklı tür yiyecekler ve bunların nasıl kullanıldığı hakkında farkındalık yaratmak için bir tartışma ve önerilerde bulunulur.
Zamanla birçok farklı tipte vida dişi geliştirilmiştir. Uygulamalar sabitleme bileşenlerini ve hidrolik ve pnömatik devreleri içerir. On dokuzuncu yüzyılda, bağlantı elemanlarına ihtiyaç duyan üreticiler kendi sistemlerini tasarlayacaklardı. Bu uyumluluk sorunlarına neden oldu. İngiliz makine mühendisi ve mucit Sir Joseph Whitworth, 1841'de bu zorluklarla başa çıkmak için tek tip bir iplik sistemi tasarladı. Whitworth iplik formu, yuvarlanmış kök ve tepeli 55 derecelik bir diş açısına dayanmaktadır.
Amerika'da, William Sellers, 1864'te Ulusal Boru Konik İpliği (NPT) olan somun, cıvata ve vidalar için standardı belirledi. 60 saatlik iplik açısı, erken Amerikan saatçiler tarafından yaygın olarak kullanılan Amerikan Endüstri Devrimi'ni sağladı. Bu iplik formları daha sonra Amerikan Ulusal Standardı oldu.
Whitworth iplik formu, borular için bir bağlantı dişi olarak seçildi; bu, dişlerden en az birinin bir konik üzerinde kesilmesiyle kendiliğinden sızdırmaz hale getirildi. Bu İngiliz Standart Boru dişi (BSP Taper veya BSP Parallel thread) olarak tanındı. Whitworth ipliği şimdi düşük karbonlu çelik boruları birleştirmek için uluslararası olarak standart bir iplik olarak kullanılıyor.
Boru dişinin hem mekanik bağlantı hem de hidrolik conta sağladığı en iyi bilinen ve en çok kullanılan bağlantı Amerikan Ulusal Boru Konik İpliği veya NPT'dir. NPT, Teflon bant veya birleştirme bileşiği ile sızdırmaz olarak konik bir erkek ve dişi dişe sahiptir.
Hidrolik devrelerde kullanılan boru dişleri iki tipe ayrılabilir:
a) Birleştirme dişlileri - Birleştirme dişleri için boru dişleri, dişler üzerinde sızdırmaz hale getirilmiş ve sıkılaştırılmış dış ve paralel ya da konik iç dişlerdir. Sızdırmazlık etkisi, bir birleşik bir bileşik kullanılarak geliştirilir.
b) Tespit dişleri? dişlerde basınç sızdırmaz derzlerin yapılamadığı boru dişleridir. Her iki iplik de paraleldir ve sızdırmazlık, yumuşak bir malzemenin dış diş üzerine veya düz bir conta üzerine sıkıştırılmasından etkilenir.
Çin'in Dongguan şehrinde bulunan Forwa-Mold, bu alanda yılların tecrübesine sahip profesyonel bir plastik enjeksiyon kalıp üreticisidir. Yüksek hassasiyetli karmaşık sertleştirilmiş kalıplar, prototip ve yumuşak kalıplar sağlayabiliriz.
Evde yüksek hızlı CNC teçhizatı var. Kalıp imalatı için müşterilerimiz için kalıp tasarımı ve MoldFlow analizi için yazılımı (örn. UG, Pro-E, IGS, Master Cam, AutoCAD ve Solidwork) kullanıyoruz. Kalıbı oluşturmak için kullandığımız standart bileşenler DME, HASCO vb. Gibi alanlardan satın alınmıştır. Ayrıca, satın aldığımız tüm çelikler için COC sağlanacaktır.
Aşağıdakiler de dahil olmak üzere çok çeşitli endüstriler ve uygulamalar için ürünlerin imalatında kritik olan bileşen parçaları:
- Tıbbi
- Elektronik
- Otomotiv
- Sanayi
- Tüketici
- Telekomünikasyon
- çevre
- Bilgisayarlar
- Satın Alma Noktası
- Askeri
- İnşaat
- Güvenlik
Erkek dişliler üretmek için dişilerden daha az karmaşıktır. Erkek dişler, parça tasarımının geri kalanının, ayırma çizgisinin yerini belirleyeceği bazı durumlar dışında açık ve kapalı enjeksiyon kalıbı olarak dökülür . Erkek dişlerin dikey konumda dökülmeleri gerekiyorsa, iplikten üretilen alt kesim nedeniyle kam hareketinin veya hidrolik hareket kızaklarının kullanılması gerekir.
Aksine, dişi dişlileri her zaman alttan kesme durumu gösterir. Parçanın enjeksiyon kalıbından çıkarılması için bu tip ipliklerin sökülmesi gerekir. Bunu başarmanın farklı yolları var. Kullanılan en yaygın yol, dişli çekirdeği kalıplanmış parçadan otomatik olarak söken hidrolik veya elektrikli motorlardır. Hidrolik motor en pahalı seçenektir. Dişli göbekler, ana tahrik dişlisiyle eşleşen dişli dişlilerle donatılmıştır. Kalıp tahrik dişlisini tahrik motor milindeki dişliye bağlayan bir zincir vardır. Parça tasarımı tarafından bazen dikte edilen çekirdeklerin sökülmesi için birkaç farklı seçenek vardır. En yaygın uygulama, enjeksiyon kalıbının açılmasından sonra, çekirdekli motorun çalıştırılmasıyla çekirdeklerin sökülmesidir. Parça çekirdekten çıkarıldıktan sonra motorun durması için süre ayarlanabilir. Bu uygulamada parçanın yerinde tutulması gerekir, böylece parçanın sökme işlemi sırasında dönmemesi gerekir. Bu, çeşitli tasarımlar ile başarılabilir. Yine, bu her zaman parça tasarımı tarafından belirlenir. Bazı durumlarda, kalıp açılmadan önce dişlerin gevşetilmesi gerekir. Bu, zamanlayıcılar ve / veya makine kontrolü ile elde edilir. Genellikle, dişi dişlerin bu kalıplama seçeneği, söz konusu masraftan dolayı yüksek üretim parçalarına dahil edilir.
Düşük hacimli ve prototip enjeksiyonlu kalıplanmış parçalar söz konusu olduğunda, dişi dişler elle yüklenmiş göbeklerle dökülür. Bu işlemde dişler genellikle üç el yüklü çekirdeğe taşlanır. Bir çekirdeğin kalıbı açık pozisyona yerleştirmek için yerleştirme pimleri vasıtasıyla kalıbın içine yüklenmesi gerekir. Kalıp daha sonra enjeksiyon kalıplama döngüsünden geçer. Kalıp açıldıktan sonra, el eklenmiş bir elek ile parça çıkarılır. Elle doldurulmuş bir başka çekirdek kalıba yerleştirilir. Bir sonraki kalıplama döngüsü sırasında, bir önceki döngüden sonra parça ile çıkarılan el yüklü çekirdek, enjeksiyonla kalıplanmış parçadan elle sökülür. Bu işlem, genellikle, parça fiyatını yükselten, ancak prototip parçaların üretilmesinde çok düşük maliyetli olan enjeksiyonla kalıplanmış parçanın çevrim süresini iki katına çıkarır.
Dişi dişlerin dökülmesi için başka bir seçenek daraltılabilir çekirdeklerin kullanılmasıdır, ancak bu çok pahalı bir seçenektir. Bu katlanabilir çekirdeklerin kullanılmasıyla esasen enjeksiyon kalıbı açık ve kapalı bir kalıp olarak kabul edilir.
Bunlar, enjeksiyonla kalıplanmış parçalarda iplik üretmenin en yaygın seçeneklerinden bazılarıdır. Bu dişler +/- .002 toleransına atılabilir.