
 |
Telli Kablolu Overmold Plastik Enjeksiyon Ürünleri
Ürün ayrıntıları:
| Menşe yeri: | Çin |
| Marka adı: | FORWA |
| Sertifika: | ISO9001:2008 ISO14001 |
| Model numarası: | F16110 |
Ödeme & teslimat koşulları:
| Min sipariş miktarı: | 1 |
|---|---|
| Fiyat: | negotiation |
| Ambalaj bilgileri: | Ahşap kutu |
| Teslim süresi: | 20-30 iş günü |
| Ödeme koşulları: | T/T |
| Yetenek temini: | Ayda 50 set |
|
Detay Bilgi |
|||
| Ürün adı: | Plastik enjeksiyon kalıp | Kavite malzeme: | 1.2343,1.2311, H13, SKD61, S136 |
|---|---|---|---|
| Boşluk No.: | 2 | Yüzey kaplama: | cila 600 |
| Renk: | siyah | Standart: | LKM |
| Vurgulamak: | plastik enjeksiyon kalıplı parçalar,kalıplama plastik |
||
Ürün Açıklaması
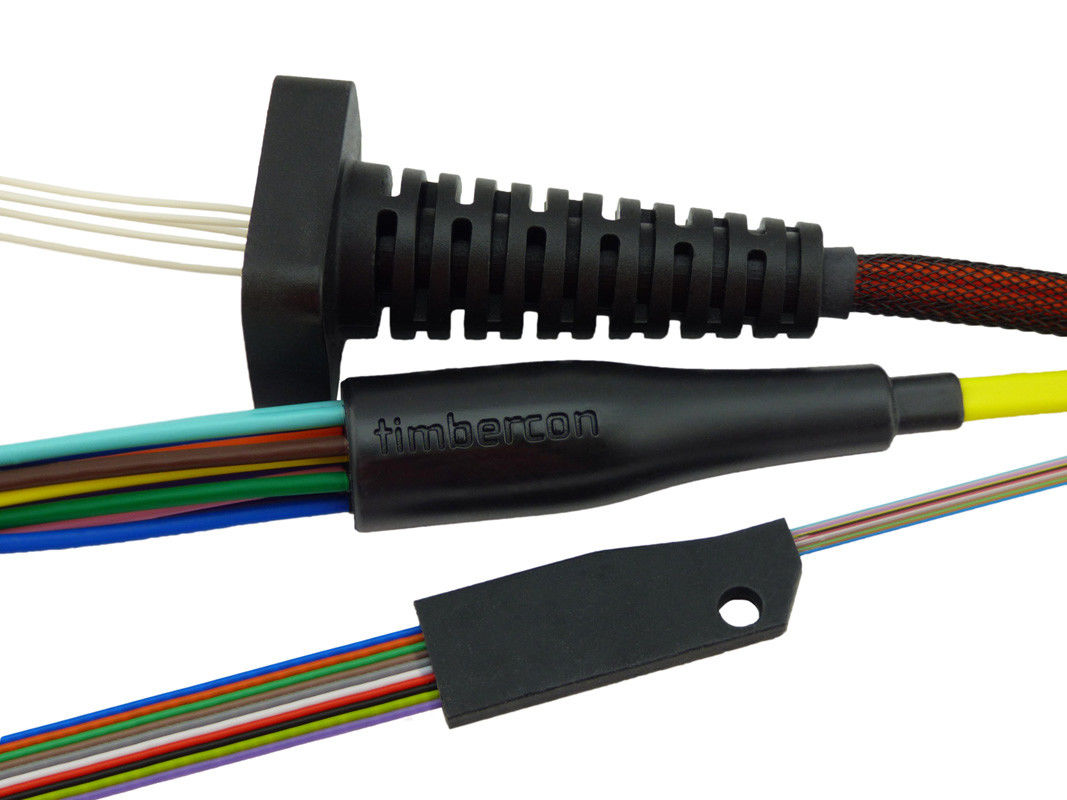
Telli Kablolu Overmold Plastik Enjeksiyon Ürünleri
Tel ve plastik ile kablolanabilir Döşeme enjeksiyon ürünleri
Özellikler:
| Kalıp bilgileri | Boyut | Müşterilerin gereksinimlerine bağlı (2D / 3D) |
| Renk | Tek / çok | |
| Adedi | Küçük sipariş kabul edildi | |
KALIP ÖMRÜ | 500-1000000 çekim | |
| Marka | Canon, Epson, Brother, Sony, Tyco, Audi, Honda, Toyota ve Flextronics, Fuji Xerox, HP, JST, Kyocera, Panasonic, BMW, Sanyo, ZTW | |
| Kalıp Detayları | tip | Prototip kalıp ve seri / üretim kalıbı |
| Standart | Hasco, DME, LKM, FUTABA, diğer | |
| Boşluk / Çekirdek malzeme | 1,2343 / 1,2311 / SKD61, S136, NAK80, H13,738H, diğer | |
| Enjeksiyon | Soğuk koşucu / sıcak yolluk (Moldmaster, YUDO, INCOE, HUSKY, KALIP TIPI, diğer | |
| Hayat döngüsü | 500k ~ 1000k çekim | |
| Hizmet | Tek noktadan servis | Tasarım- Mockup-İmalat-Montaj |
| dizayn | CAD / CAM teknik platformu ve mükemmel mühendislik veri anahtarlama sistemi, müşterilerimize hizmet sunmak için esnek seçenekler sunmamızı sağlıyor. | |
| Model | Hızlı lazer mockup / CNC mockup işlemi | |
| İmalat | Prototip kalıp, üretim kalıbı, plastik parça üretimi | |
| QC | En son hassas algılama aletleri | |
| teslim | FEDEX, DHL, TNT, UPS'YE GÖNDEREN ÖRNEKLER |
Açıklama:
Overmold takımlar insert kalıplama olarak sınıflandırılır.
İki kalıplama tipindeki farkı belirlemeye yardımcı olmak için, kapalı bir kalıp içinde kalıplanmış ayrı bileşenler olarak enjeksiyon kalıplama ve kalıba sokulan bir öğe etrafında kalıplama olarak kalıp yerleştirmeyi düşünün. Ekleme kalıplama işlemi sırasında amaç, kalıp boşluğunu tamamen doldurmak ve böylece bitmiş parçanın kozmetik ve işlevsel gereksinimlerini karşılamak olmakla birlikte, kontrol edilemeyen kalıplama malzemesinin boşluğun dışına çıkmasına ve bağlayıcının hasar görmesine neden olmamasıdır veya kablo kalıba yerleştirilir. Kalıplama malzemesini boşluğa yeterince hızlı bir şekilde enjekte etmek için bir ırk haline gelir, soğumaz ve kısıtlamaya neden olur ve ardından kalıptaki konektördeki veya kablo açıklıklarında yanıp sönmeden (çıkarsa) durdurun.
Aşırı kalıp takımlamanın anahtarı, yalnızca arzu edilen şekli elde eden kalıp aleti değil, kalite ve maliyet gereksinimlerini karşılayan bitmiş bir parça sağlamak için uygun kablo hazırlığı ve konektör sonlandırma entegrasyonudır. Tasarım yaklaşımı parçalanırsa, başka bir deyişle, kalıp kalıplama işleminin mekanik gereklilikleri dikkate alınmadan elektrik gereksinimlerini karşılamak üzere tasarlanmışsa, bitmiş parça tipik olarak bir problem oluşturacaktır.
Döşeme endüstrisinde iki temel enjeksiyon kalıplama makinesi kullanılır: yatay enjeksiyon ve dikey enjeksiyon. Her makine tipi farklı bir kalıp tasarımı gerektirir ve makinenin elde edilen çıktısını etkileyebilir.
Overmold Takım Sistemi
Overmold takım sistemi nasıl görünür ve bileşenleri nelerdir?
1. Kalıp tabanı, kalıbı tutan kalıplama makinesine bağlı montaj ünitesidir. Kalıp tabanlı tasarımlarda pek çok seçenek var. Üniversal çok üniteli boya (ÇAMUR) bazlar, boşluk ve kalıp bölümleri için kalıp ekleri de dahil olmak üzere kalıp üreticileri için hazır çözümler sunar. Bu ÇAMUR üsleri genel takım sistemine maliyet eklediğinden, endüstrideki birçok şirket, daha düşük bir maliyetle bir dizi kalıba uyum sağlayabilen daha geniş bir kalıp boyut aralığı sağlayan kendi özel konfigürasyonlarını tasarlar.
Dikey enjeksiyonlu kalıplama makinelerinde, püskürtme burcu, enjeksiyon ünitesinin kalıba doğru hizalandığı ve kalıplama maddesinin enjeksiyon ünitesinden boşluğa akmasına izin verir. Burç sertleştirilmiş takım çeliğinden yapılmalı ve değiştirilebilir olmalıdır çünkü milyonlarca döngüye tabi tutulabilir
.
2. "Koşucu", farklı boşluklara ulaşmak için kalıplama maddesinin kalıplar aracılığıyla "huni" biçiminde olmasıdır. Koşucular boşlukları birbirine bağlarlar. Bir koşucudaki maddenin soğuması ve malzemenin daha yüksek basınçlara enjekte edilmesine neden olan kısıtlamaya neden olması nedeniyle materyalin fazla kısıtlama olmaksızın akmasına izin verdikleri için, iyi kozmetik ve azaltılmış hurda oranları için soğuk salyangozlar veya "akıntılar" şarttır.
3. Yükleyici çubuğu, genellikle boşluğun bir ucundaki kalıbın, operatöre bir konektör veya sonlandırılmış uçlar sokması için elle veya makine ile kaldırılan bir bölümdür. Ardından, çubuk yerine geri çekilir ve yeni bir parça kalıplanmaya hazır olur.
4. Boşluk, bileşenlerin kalıplandığı yerdir. Bir boşluğun içindeki her şey önemlidir, çünkü bitmiş bir parçanın görünümünü etkilemektedir: biçimi, yüzey kaplaması ve boyutu. Boşluklar alüminyum veya çelik olabilir ve cilalanmış, dokulu veya kaplamalı olabilir.
5. Bir kablo kesme veya "tutamaklama", kalıptan çıkmakta olanı (genellikle teller) tutan kalıbın kesitidir, böylece kalıplama malzemesi malzemenin boşluğun dışına fırlamasına neden olmaz. Kapanmanın sığması ve tasarımı önemlidir. Malzemenin boşluktan dışarı akmasına izin vermeyecek kadar sıkı olmalı, ancak sıkışmamalı ve kapatan malzemeye zarar vermelidir. Kapanmalar sökülebilir olmalı, böylece değişen kablo çaplarına uyum sağlamak için çeşitli boyutlar ile değiştirilebilirler.
6. Nakavt, kalıp haline getirildikten sonra bitmiş parçaları çıkartmak veya dışarı itmek için boşluk veya yükleyici çubuğu bölümlerinden çıkan çubuklar veya pimlerdir. Nakavtlar genellikle kalıntı izleri plastik parçalarda bırakır ve yalnızca gerekirse kullanılır.
Forwa Kalıp hakkında daha fazla bilgi için, bkz pls http://www.forwa-mould.com